
7 steps to hydraulic cleanliness
Manufacturing hydraulic cylinders requires specific processes to prevent a cylinder from contributing failure to other system components. It is a common scenario that microscopic solid particles can cause a component failure for machinery using hydraulic systems. According to industry experts, contamination causes approximately 60% to 90% of all hydraulic system failures. The malfunction may be intermittent and requires extensive troubleshooting to identify the faulty component.
Once the defective part is determined, the maintenance removes it for repair or replacement. Often, a time-consuming and messy task for the maintenance engineers. During the maintenance, the machinery is out of service, resulting in lost productivity and profits. The contamination source is investigated, and often the cylinder is a prime suspect to prevent a recurrence.
A common cause may be insufficient filtration or oil cleanliness. Contamination breeds contamination in the hydraulic systems causing irreversible damage. Corrosion in surfaces, erosion in seals, and further can set off a chain reaction of wear. Corrosion can quickly occur if any contamination exists in the system.
The gaps grow larger, leaks increase in size, and metal-to-metal contact increases. This effect further contaminating oil and leading to operating inefficiencies and control inaccuracies. Contamination is introduced to a previously functioning system.
As hydraulic systems are smaller and more powerful nowadays, the demands of cleanliness have become essential. The size of particles that can disrupt and damage hydraulics becomes invisible to the human eye.
We have outlined The Seven Steps cleanliness process to achieve the correct hydraulic system cleanliness levels. Let’s have a closer look at how to maintain functional and clean hydraulic systems.
7 steps to hydraulic cleanliness is a proactive root cause, problem-solving approach towards contamination control reduces machine downtime and system maintenance costs. Involving the employees is imperative to the success of your cleanliness program.
7 Steps system to hydraulic cleanliness
1. Define the most critical components
2. Identify the required ISO code 4406
3. Consider the environment system will operate
5. Consider the suitable oil and proper filtration
6. Determine your maximum operating temperature
7. The overall system pressure
Evaluate the life expectancy – assess quality and safety aspects
+ The modern hydraulic systems
+ Hydraulic system preventative maintenance
Let’s take a closer look at each step!
1. Define the most critical components
The hydraulic cleanliness program’s first step is to define the most critical component in the hydraulic system. It’s essential to identify what component requires the cleanest ISO code rating. The ISO code rating should always be based on the most sensitive component, with minor clearance levels. Component cleanliness plays an essential factor in overall cleanliness procedures.
Assembling a high-quality internal filter can protect the components by cleaning the fluid before it reaches the exposed part. Piston pumps are among the most sensitive features, while gear pumps and manual valves can be considered the least sensitive.
How to prevent system shutdowns caused by contamination then? Implementing a cleanliness standard by ISO 4406 is a massive step in the right direction to achieve the target cleanliness. It’s crucial to understand how fluid cleanliness controls contamination and wear in hydraulic systems. Operators keep their systems running efficiently and operating like new.

2. Identify the required ISO code 4406
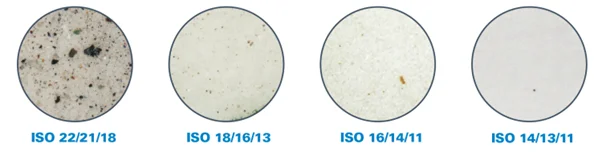
The hydraulic industry now adheres to the ISO 4406 Cleanliness Standard. The acceptable level of contamination by solid particles can be determined by ISO 4406:1999. The ISO cleanliness code sets the maximum level of particles per milliliter of oil at sizes: 4µ, 6µ, and 14µ. The maximum level then correlates to a range of particles, giving each component a code with three digits, e.g., 18/13/10.
Hey! Have you already read about blog about understanding ISO codes? If not, click here!
The sampling or live monitoring devices are programmed to monitor this level. Maintenance engineers get alert if any deviation occurs from the allowed limits. The proactive actions can avoid any sudden failures and costly unplanned downtime in advance.
What factors should you consider when determining the ISO cleanliness code? Frequently, the contamination is causing the most issues in hydraulic systems. The human eye can’t detect most of the contamination particles.
Most often, the fluid looks clean but is full of riddled contamination. Particulate contamination can originate from many different sources. For example, oil containers delivering new oil, original equipment, or low cleanliness standards maintained during equipment operation.
Typical component clearances range from 25µ down to a microscopic 0.5µ particle size. In comparison, the human eye can see particles larger than 40µ. Human hair is around 70µ, and a grain of salt is typically around 100µ.
Once an ISO cleanliness code has been established, ongoing monitoring ensures the rating is successfully maintained. Monitoring will allow the manufacturer to reap the benefits of minimized downtime and reduce component repair, fluid replacement, and disposal costs.
Hydroline has developed the World’s first and only intelligent tool for hydraulic cylinder monitoring – LEO.
3. Consider the environment in which the system will operate
Careful consideration for the environment hydraulic cylinder functions will significantly impact materials, fluids, seals, and filters used in the system.
Operating conditions can also impact the cleanliness rating required. Cleanrooms, labs, and high-care manufacturing facilities are less likely to pose a contamination risk to hydraulic fluids. Most manufacturing facilities are assigned to average risk rating. Mills and food manufacturing facilities are classified as poor hydraulic environments.
Consider the ISO cleanliness code carefully suitable for the operating environment. When the risk of contamination is expected to be very high, rate the value lower for each particle size. Other environmental factors that require lower ISO code include high temperatures, humidity, frequent cold start, or high vibration levels. It’s crucial to evaluate the extreme operating conditions constantly.
New oil doesn’t mean it’s a clean oil when talking about hydraulics. High-performance filters maintain the hydraulic fluid cleanliness over its entire service life.
 |  |
4. Consider the suitable oil and proper filtration
An essential part of cleanliness specifications is to define the fluid you are using. The viscosity and type you are using in the system will determine the seal and media type needed in a filtration. Clean and contaminant-free oil within hydraulic systems is well known to be vital in prolonging components’ service life. However, the factors which determine the appropriate level of cleanliness for a system are less commonly understood.
Most new oil directly from suppliers is at a level of 20 µ. For most hydraulic systems, this level is insufficient. Any oversized particles can cause blockages and negatively affect the system’s pressure.
A common mistake customers are making is to fill the hydraulic reservoir with fluid straight from a new can. Unfortunately, this mistake can quickly introduce contaminated oil into your hydraulic system.
The oil suppliers don’t optimize the oil to your specific requirements. Due to this, it’s recommended to filter the oil to the proper cleanliness level. With this precaution step, you can be sure that oil is filtered adequately for your system.
Proper filtration plays an essential role in ensuring the hydraulic system’s cleanliness and performance without trouble. Selecting the appropriate filters for the hydraulic system can prevent hydraulic contamination. High-quality filters maintain the cleanliness of the hydraulic fluid over its entire service life.
Nowadays, hydraulic system designers are facing ever-changing requirements for hydraulic systems. For example, the filter change intervals are longer, and the operating safety is higher. Increased separation efficiency and improved compatibility with the new generation of hydraulic oils are other factors to consider.
Choosing the right components and hydraulic filters can prevent system failures and prolong the hydraulic system’s estimated life expectancy.
 |  |
5. Determine your maximum operating temperature
As massive and powerful as the hydraulic systems are, they do have a week point – temperature extremes. Both low and high temperatures can affect hydraulic systems’ performance and efficiency. If your system is not performing as expected, it may have an issue with a temperature that needs investigation.
It’s essential to determine the maximum operating temperature due to the effect on the oil viscosity. The system pressure is sensitive to oil viscosity, leading to an impact on the differential pressure.
Temperature extremes will affect your hydraulic system’s performance and result in severe and expensive damage. It’s crucial to address the temperature issues and protect the system from extreme temperature effects. The most immediate impact of temperature involves the oil viscosity.
Cold temperatures will increase oil viscosity, making it thicker, and on the contrary, high temperatures decrease the viscosity. These temperature changes in viscosity can quickly lead to damage to the hydraulic system. The system performance may fall due to operating temperatures. Addressing issues based on temperature involves investigating the source and fixing the root cause.
Low temperatures and effects on a hydraulic system
Operating in cold temperatures can have a severe impact on any hydraulic system. The cold operating environment can be problematic for any hydraulic systems used outdoors because cold temperatures affect oil viscosity. Freezing temperatures will increase hydraulic oil viscosity, which means that it will behave as a thicker fluid. If the viscosity increases too much, the fluids can congeal to the point where they will no longer flow.
Hydraulic systems have elastic materials like rubber, which is sensitive to cold temperatures. When temperatures drop sufficiently low, rubber can behave as a brittle material. When hydraulic systems are exposed to freezing temperatures, rubber components such as seals and fittings can be seriously damaged.
It is essential to check the exterior rubber components for cracks or tears before starting the engine. Make sure that replacement parts for rubber components are available just in case something is damaged.
A wise practice is to check the oil viscosity in your hydraulic equipment before starting the engine. Trying to run a hydraulic system in that condition may damage it. A good safety measure is to start up the equipment and let it warm up. It’s essential to let the hydraulic system get warm before putting the equipment to work.
It is crucial to choose an appropriate hydraulic oil for the system for the estimated temperatures. In some cases, consideration for atmospheric pressure and high altitude conditions involved are critical.
 |  |
High temperatures effects on hydraulic systems
When hydraulic oil is exposed to high temperatures for extended periods, it will begin to experience severe viscosity reduction. The decline of hydraulic oil leads to oxidation and complex sludge formation. The reduced viscosity can render hydraulic oil useless. Correct viscosity protects components by reducing friction, preventing abrasive damage, and minimizing wear.
A change in viscosity also affects the hydraulic oil behavior, negatively impacting the hydraulic system’s performance. Suppose combined with a certain pressure and temperature; some oils may reach a vapor state, leading to damaged systems and components. Operations in extended high temperatures can deplete other critical additives, including foam depressants, rust inhibitors, antiwear ingredients, and antioxidants.
As fluid deterioration continues and critical additives such as rust inhibitors and antiwear ingredients begin to deplete. Due to this, the system’s components will experience accelerated wear. This wear causes system performance and efficiency to continue dropping, and the system will generate internal heat. The result may be a lethal cycle of damage to your hydraulic system and the components within.
Suppose the accelerated wear is allowed to continue unchecked, the surface metal may begin to wear off. The wear will cause forming flakes and tiny particles that contaminate the hydraulic fluid and accelerate the wear. In general, extended exposure to high temperatures can destroy hydraulic systems over time.
 |  |
6. The overall system pressure
It’s also essential to determine the operating pressures of the system you apply the cleanliness standards. When you select the system’s pressure, keep in mind the most critical factors. These are the operating environment, the system pressure, the location of a filtration solution, and the required duty cycles.
Evaluate the operating pressure and duty cycles. Consider the normal operating pressure alongside its severity of change. The pressure rating will determine the filter material and strength, which contributes to oil cleanliness. Determine the flow rates within the hydraulic system.
Consider the questions such as: what are the maximum and nominal flow rates that the system faces? Is there any type of surge or backflow present in my system?
7. Evaluate the life expectancy – assess quality and safety aspects
Simply maintaining fluid cleanliness in hydraulic systems nowadays can reduce operation costs by as much as two-thirds. The hydraulic cleanliness means improved uptime, higher performance levels, and a reduction in operation costs. Hydraulic system operators rely on modern equipment to get the job done. Highly efficient, reliable, and robust fluid power systems are the base of modern hydraulics.
It’s essential to evaluate the hydraulic system’s life expectancy to expand the expected life span. Select a greater level of cleanliness as required for the hydraulic system to obtain the machinery’s actual value. Evaluate also the cost of component replacement.
The most expensive assets should benefit from higher levels of protection. Components critical to safety must use a more strict cleanliness rating than standard equipment to safeguard employees, contractors, and site visitors.
The realistic calculation for the cost of downtime is part of the process. It’s essential to evaluate operational and economic liability for the downtime. When production works around the clock, any downtime of equipment can be catastrophic. Equally, an environment with extreme temperatures for non-production equipment may be critical.
The hydraulic system manufacturers and end-users can prevent costly and time-consuming hydraulic failures by using proactive cleaning processes. An essential part of the program is to install proper high-quality filters and maintain appropriate hydraulic cleanliness levels. It’s crucial to prevent particle ingression into the system and keep out moisture. When choosing a hydraulic cylinder supplier, it is also beneficial to consider the contamination aspects.
It’s essential to choose a manufacturer that understands the risk of contamination and has implemented appropriate standards and cleaning procedures. These preventive measures should start when a saw cuts the first piece of material. The proactive cleanliness process continues through machining and welding and carrying through to complete functions.
These precautions require investment and commitment by the cylinder manufacturer. Likewise, the customer should look beyond the cylinder’s purchasing price and consider the much larger value. Reducing the risk of failures related to contamination should be a top priority.

The modern hydraulic systems
Modern equipment like electrical controls is widely used in automated systems. The measuring, sensing, and controlling devices require that the oil is maintained at consistent cleanliness and temperature levels. Due to more complicated procedures, the cleanliness requirements have also gotten more demanding.
Hydraulic system manufacturers are keeping up with this demand by utilizing new technology in the components. New technology and high standard manufacturing processes can reduce material waste, improve production time and the overall system quality. With the new direction for higher efficiency, tolerances have become tighter and components smaller.
Controlling contamination is an effortless and cost-effective way to improve machine reliability and minimize machine maintenance costs. An aggressive contamination control program should include an established target in oil cleanliness. It’s vital to determine sufficient levels to meet component life extension and machine reliability objectives. Aggressive exclusion and removal of contamination and a feedback and monitoring system can assure cleanliness targets are achieved and maintained.
Nowadays, real-time monitoring devices are available, which will alert engineers of dangerously high particle contamination levels. This function is an ideal property for production when setting the correct ISO rating for safety-critical equipment. Lab-based sampling should be completed and documented regularly in the absence of real-time monitoring. Sampling is sufficient for higher ratings and less critical equipment.
Hydroline’s technical team of hydraulic experts can quickly determine ISO ratings for any hydraulic components and systems. They will perform root-cause analysis in case of contamination. Performing the necessary corrective actions can ensure system performance and production schedules.
Hydroline’s monitoring device LEO allows you to provide even more efficient, ecological, and contented service. LEO offers many benefits such as recognize maintenance needs and plan downtime, detect the stress points of a process, create client profiles for insurance plans, prove the reliability components , and train the machine operators.
Do you have technological, electromechanical, or hydraulics-related challenges you need to solve? Do not hesitate to contact us!
Hydraulic system preventative maintenance
An excellent way to avoid your hydraulic power system problems is to replace parts before catastrophic failure occurs. The best practice is to check the system regularly before anything fails while still attached to the system. The failing part should be replaced immediately when it becomes apparent that a system component is about to fall. Possible failure causes the system to be bombarded with contamination resulting from the faulty part.
Contamination could have been exposed throughout the engine before the flow completely stopped. Without flushing the system and cleaning the oil after a catastrophic failure, the contamination will likely cause other components to fail. Preventing actions can be done by replacing the part before system failure. Cleaning equipment and filtering the oil thoroughly before installing the new pump can help to reduce contamination.
Hydroline offers on-site maintenance for hydraulic systems and experienced technicians who are specialized to work on hydraulic systems. Our professional technicians perform fluid analysis, inspect the hydraulic system performance, check fluid levels, replace filters, and perform other maintenance tasks.
Contact Hydroline if you have any hydraulic system problems, including temperature issues. Our technicians can troubleshoot the system as part of the maintenance procedures. We can develop an ideal cleanliness process and a maintenance plan for your hydraulic systems. Whether you have a small hydraulic system or massive and complex hydraulic systems, we are at your service.
Hydroline Oy designs and manufactures durable, heavy-duty hydraulic cylinders and offers lifecycle services to them. Our automated, fast, and flexible production is genuinely world-class. We constantly develop our machine base and operations to meet customer-specific-needs and remain leaders in the industry. Beyond all else, we want to be the trusted, groundbreaking partner our customers truly need.
In addition to the customized cylinders, Hydroline offers piston accumulators, system configurations, and versatile services such as repair and manufacturing services. The modern production facilities are located in Vuorela, Siilinjärvi (Finland), and Stargard (Poland). The core values of Hydroline are guiding its business firmly that are commitment, sustainability, interaction, and people.