
Hydraulic oil cleanliness
The environmental impact has become a concern for most companies since the rapid technological advancement also creates unwanted side effects like pollution and other environmental issues. The hydraulic equipment used in many industries currently is reinforced by strict regulations requiring pollution prevention and used industrial fluids disposal. The benefits derived from controlling contamination extend hydraulic fluids’ service life. The hydraulic fluid plan aims to include more consistent hydraulic system performance, lower cost for fluid needed for replacement, less component wear, and reduced fluid disposal costs.
The current trend for environmental protection has made the benefits of contamination control programs for hydraulic fluids even more compelling. Nearly 80% of all hydraulic systems problems can be traced back to the contaminated fluid. Effective hydraulic fluid cleanliness program with proper monitoring, management of operating fluid condition and cleanliness, can improve the efficiency, system performance, and lifespan of your hydraulic systems operations. The adequate oil cleaning system has a significant role in controlling and preventing all types of contamination.
Here we’d like to review the sources for oil cleanliness problems, the effects on systems, and the solutions for better oil cleanliness.
The value of hydraulic oil cleanliness
Hydraulic oil is much more than just an operating medium. As an essential part of the machine, it is crucially important in the design, operation, and maintenance of hydraulic systems. Modern hydraulic systems are well known for shortened cycle times, higher temperatures and pressures, reduced manufacturing tolerances between components, more compact designs, smaller tanks, and higher revolution speeds. The requirements for the cleanliness and proper qualities of hydraulic oils have continuously risen lately as technology advances. Most of the hydraulic system failures are caused by contaminated hydraulic oils. The importance of hydraulic oil cleanliness must be underlined to hydraulic system manufacturers and users of machinery. The essential components of efficient hydraulic system operations are the proper selection of oil, cleanliness, and monitoring for value retention of systems and components.
 |  |
Hydraulic oil – everything an oil has to do
Power is transferred through hydraulic oil in hydraulic machines. Hydraulic oils are designed to transmit power while acting as a lubricant and coolant. The oil designed for hydraulic systems is effective in a wide range of temperatures, reduces wear, rust, and corrosion in equipment. Viscosity has significant importance in choosing a suitable hydraulic oil.
Hydraulic oil is a highly complex element with a wide range of severe loadings in continuous use. The hydraulic fluids have to adopt additional requirements in particular areas of use such as:
- Ability to be filtered and conduct heat.
- Properties against corrosion and compatibility with different materials
- Air releasing properties and low air absorption
- Lubrication and protection against wear
- Low absorption of moisture from the air, low thermal expansion, and low foaming properties
- Oxidation stability
- Resistance to thermal loads
- Shear stability properties
- Viscosity stability properties
Hydraulic oil cleanliness measurement and control
The cleanliness levels of the systems are defined on a customer-by-customer basis. Hydroline has set the oil cleanliness standards according to the required customer demands.
The efficiency and reliability of hydraulic systems require not only ever-cleaner hydraulic fluids but also their precise monitoring and control. The hydraulic oil cleanliness degree is classified by the number of solid particles in it. The particles’ size and the number of contaminants determine the possible wear in a system. The lower the number of critical contamination particles are, the less damage will occur in components.
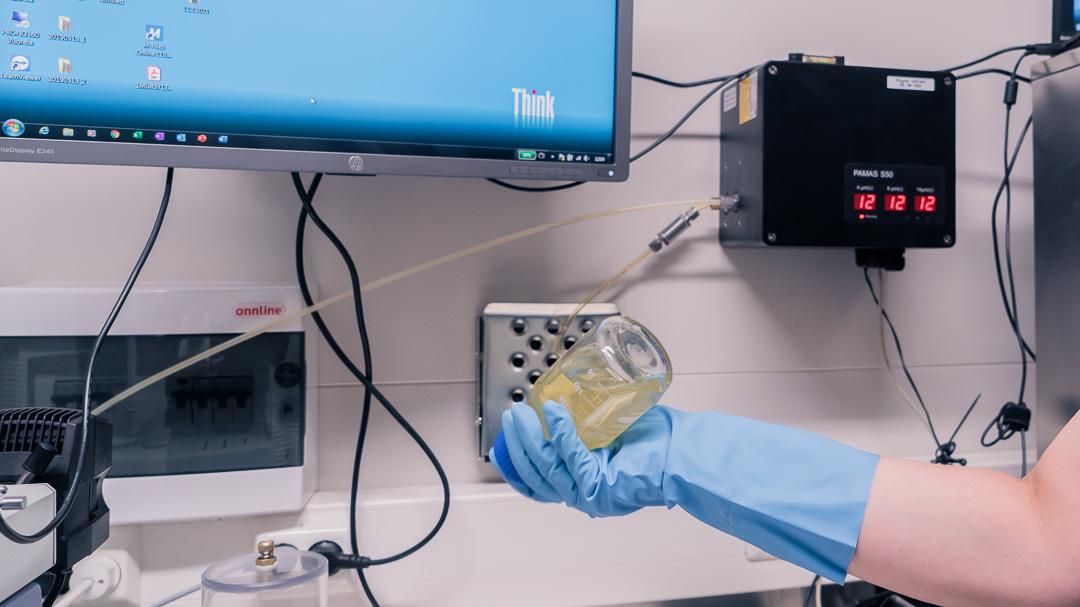
The PAMAS S50 is a cost-effective, high-performance, laser-based online system with simple integration into industrial data management systems. An automatic digital flow rate determination provides accurate measurement results. The PAMAS S50 counts particles with high resolution in eight particle size channels, available via the report’s data interface in real-time. The triple code according to the cleanliness class standard ISO 4406 for the particle sizes > 4 µm(c), > 6 µm(c) and > 14 µm(c) is indicated on the instrument display.
- The target for hydraulic oil cleanliness is set to below: 18/16/13 (ISO 4406).
- Notice that typical oil purity purchased directly from the supplier is 20/18/15 (ISO 4406).
- Hydroline monitors cylinder oil purity according to ISO 4406 with automatic PAMAS S50 – online measuring devices.
- The system automatically alerts if levels are overreached.
- The system calculates the number of impurities in the oil sample to determine the impurity class.
- Particle size classes> 4 μm,> 6 μm and> 14 μm → Number of particles / size class / tested ml.
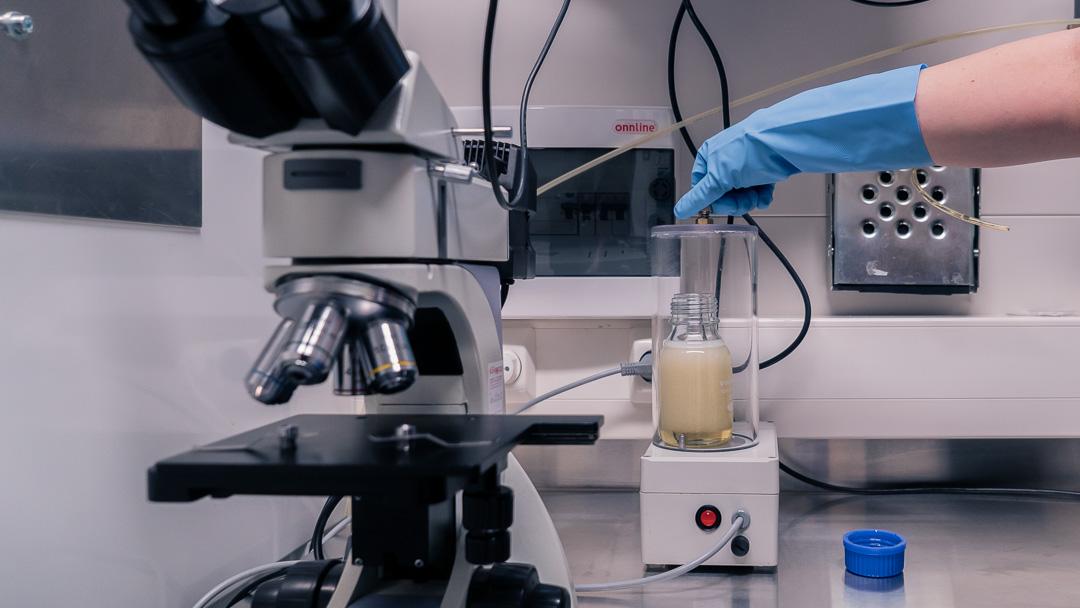
- Workstation-specific and product-specific measurements are used and examined in the laboratory.
- Hydroline has several filters in the hydraulic system to ensure the oil cleanliness requirements.
Factors affecting oil cleanliness
Why is oil cleanliness emphasized so much? This question has arisen in conversations by maintenance technicians and managers over the years. In the time of technological trends and the age of AI, reliability has become the answer. An increasing number of companies in the industry emphasizes better accountability and better asset performance.
Why is it essential to improve the cleanliness of hydraulic oils? The oil cleanliness has been a neglected subject, often thought of as – out of sight, out of mind. In this age of competitive markets and small profit margins, the competitive edge produces high-quality products at the lowest cost. Industry demand drives this matter, and it is implemented through the concept of reliability. Reliability is not a new concept. It just has new importance nowadays.
We want to emphasize the following factors that have a significant impact on the reliability point of view. These factors can affect the cleanliness and need special attention:
- Cleanliness of oil supplier processes such as production, storage, logistics
- Notice that the typical oil cleanliness from suppliers is 20/18/15 (ISO 4406)
- Cleanliness of oil-related components used in the installation
- Washing process for components with at least 2-stage washing process. Including washing and rinsing fluids separately.
- The adequate filters in washing machines in both stages with coarse and fine filtration, oil separator, magnetic filter
- Ensure the uniformity of the washing liquid with dosing and filling equipment and regular monitoring
- Washing machines must be designed to match the parts to be washed, such as washing pipes, nozzles, pumps.
- Washing machines have regular maintenance and monitoring circuits.
- If the parts aren’t retained after the wash or cleanroom installation will not occur within six hours of washing, the components must be protected from environmental contamination.
- Installation environment, installation methods, tools, gloves, countertops
____________________________
80% of all machine failures are related to contamination in the oil, while pro-active methods save industries considerable costs every year.
____________________________
 |
The main causes for fluid contamination
When talking about hydraulic fluid contamination, we can face many contaminants in numerous phases, from the raw material to the finished hydraulic system. To quantify cleanliness in any fluid power system, we need to realize that there isn’t only one scenario to the contamination problem. There are several types of contamination occurring in hydraulic systems. We have listed below the most common categories for hydraulic oil contaminants.
1. Solid particles – abrasion and dirt
Solid particles are responsible for a significant part of system failures in the hydraulic industry. These solid particles such as metal or seal particles, and dust may cause initial damage, for example, impact on control and regulation properties, component wear vs. component failure, and reduced availability. The best solution for these is a proper filtration system.
Solid contaminants can be divided into three subgroups: extremely hard, hard, and soft particles. Extremely hard particles can cause the most damage the hydraulic systems if they aren’t removed as quickly as possible. Preventive measures can reduce the entry of contaminants into systems.The most abrasive particles are, e.g., aluminum oxides, iron oxide, rust, iron, steel, brass, and aluminum particles. Slightly abrasive particles such as fibers, particles detached from the seals, rubber, and paint particles are also a common cause for contamination.
External causes for contamination may be the unfiltered new oil, faulty filter design, leaking oil coolers or defective tank seals, defective wipers and seals on the hydraulic cylinders, and dirt entrance during repairs and installation work on the hydraulic system. Access during replacement of hydraulic system parts or dirt from the tools may also cause external contamination. The cleanliness of the environment plays an essential role in the prevention of contamination.
The level of contamination without contamination management is higher throughout system operation than a system in which contamination management is employed. The result is the initial damage may be caused by installing faces.
A recommended measures are to flush the system before bringing it into use, installing suitable filter systems, using only high-quality filter elements, and using only filtered oil for the system. It’s crucial to carry out regular service intervals and monitor oil conditions regularly.
The solid particle size measurement unit is the micrometer (μm). It is a millionth of a meter. Particles are classified into the following sizes according to ISO 4406 ≥ 4 μm / ≥ 6 μm / ≥ 14 μm. For example, the smallest object the human eye can see measures about 40 μm. Hydraulic oil may seem clean but can be heavily contaminated with solid particles.
Fine solid particles are invisible to the human eye – The smallest object the human eye can see measures 40 μm.
2. Fluid contamination – water
A significant part of mechanical problems is caused by water. Water affects the hydraulic oil by reducing the lubricity properties due to the lower viscosity and insufficient water load capacity. When water is exposed to high pressures, the water droplets collapse. As a result micro-jets appear and create micro-pitting in metal surfaces. Free hydrogen ions dissolved in the water can further worsen the situation because they transfer the force into machine components, causing the steel to frail.
Water also causes erosion, corrosion, and leading pitting damage. Hence, water acts as a catalyst for oil degradation, speeding up the oils’ oxidation, resin forming, and varnish. Water can appear in oil as forms of dissolved, emulsified or free water. How much water oil can dissolve depends on the base oil, additive package, temperature, and pressure. Water and moisture in hydraulic oil cause a reduction in filter service intervals and machine availability. This issue can be solved with breather filters such as water-absorbing filter elements and vacuum dehydrators.
Water that enters from outside of the system or condensation can cause contamination of hydraulic oil, corrosion, and various other types of damage. The following factors can cause water contamination: cleaning equipment with steam jets, condensation formed by the entrance of fresh air, defective oil coolers, ingress of spray water, contaminated new oil, and faulty cylinder seals.
The most typical water contamination consequences in hydraulic systems are corrosion, cavitation, oxidation, viscosity, sludge, acid, foam formation, premature aging of the oil, and reduced efficiency. Degradation of air release properties increases wear on components, filter blockages, swelling of elastomers, and increased friction.
A recommended action to avoid external water entering into the system is to use air moisture absorbers or vacuum dewatering systems and regularly monitor oil conditions using oil analyses and sensors.
3. Gaseous contamination – air
Hydraulic oil contaminants are broadly defined as any substance that weakens the proper functioning of the fluid. Air is one of those contaminants that fits this definition. When the air passes in the oil, corrective action is required to prevent damage to both the oil and the other hydraulic system components.
The air contamination can be detected in the hydraulic oils in the forms of air trapped in a pocket, foam formation, air bubbles scattered in the oil, and dissolved air. Entrained air is the most problematic type of air contamination. Too much-entrained air in hydraulic oil can lead to severe component damage.
Pre-filling components and proper bleeding of the hydraulic system during start-up will usually eliminate free air. Small amounts of foam are cosmetic and generally do not pose a problem. However, suppose large volumes of foam are sufficient to cause the reservoir to overflow. In that case, this can be a symptom of more severe air contamination and oil degradation problems.
The most common causes for air contamination are, for example, too small oil tanks, insufficient volume, and air release properties of the oil in the tank, leaks in the suction lines or filters. Other reasons could be poor venting during commissioning, inadequate venting of the cylinder, or installation errors.
Consequences that air contamination can cause are cavitation, oxidation, oil foaming, increased component wear, destruction of seals, poor control and regulation of the equipment, reduced efficiency, premature oil aging, and shorter oil change intervals. Like all other hydraulic oil contamination problems, proper equipment maintenance will prevent most air contamination issues. However, if the oil becomes contaminated with air, it’s vital to identify the root cause and fix it to avoid extra costs.
Recommendations to improve these failures are to check the oil volume in the tank regularly. Rule number one is always to vent the system properly before setting it into use and after repairs. It’s essential to pre-fill components with oil if necessary and to use high-quality oil suitable for the purpose. With careful evaluation and calculation of the tank’s correct size and shape during the design process, many of these failures can be avoided. Monitor the oil’s air release properties using oil analyses to check on the air release properties.
4. Temperature based contamination
Too high operating temperatures can reduce the performance of hydraulic oil substantially. The most common reasons causing temperature problems are small tanks, too high ambient temperatures, defective or dirty oil cooler. Other problems may occur due to unreliable throttle settings, too high hydraulic pump volumetric flow, too small cross-sections of hydraulic pipelines, incorrect settings of the valves and pumps.
The consequences temperature problems are causing are short oil change intervals, failure of additives, and acid formation in the oil. In addition, the collapse of elastomers and hydraulic hose lines, sludge, and lacquer formation due to additive loss may occur. Overall problems are increased wear on components and oxidation of the oil, viscosity changes, and reduced efficiency.
The general recommendations for better performance are to use a high-quality oil suitable for the purpose, monitor oil, oil temperatures, and condition regularly using oil analyses and sensors. Designers can calculate the correct size of the tank and the volumetric flows and pressures correctly.
5. Contamination caused by mixed oils
The mixing of different hydraulic oils should be avoided at any cause since it leads to a dramatic worsening of their physical properties.
The mixing of different, not identical hydraulic fluids frequently occurs when topping off, interchanging attachments, or oil changes. This mixing includes all types of incorrect mixing, for example:
- Hydraulic oils with different classifications
- Hydraulic oils with Zinc or Zinc-free properties
- Hydraulic and motor oils, with or without detergent properties
- Oils of the same classification, manufacturer but with different viscosities
- The mineral and biodegradable oils
Mixed hydraulic oils can cause multiple efficiency problems such as viscosity changes, swelling of elastomers and hydraulic hose lines, low oil air release properties, and an increased tendency to foam. Other effects could be filter blockages, acid formation, advanced oxidation, deposits due to additive reactions, oil aging, shorter oil change intervals, and reduced overall efficiency.
It’s recommended to avoid mixing oils because it’s impossible to estimate what chemical combination problems it will lead to. This recommendation includes hydraulic fluids with the same classification. it’s vital to monitor oil condition regularly using oil analyses and sensors
6. Fracture
The hydraulic oil’s molecule chains can be destroyed by overloading the system through excessively high pressures and temperatures, which adversely affects its flow properties.
High oil temperatures, high operating pressures, and the wrong oil cause reduced efficiency, oil viscosity changes, shorter oil change intervals, and increased wear.
Recommendations to avoid fracture are to use a high-quality oil suitable for the purpose, monitor temperature, pressure, and oil condition regularly using oil analyses, and install sensors.
 |  |
How to obtain the required oil cleanliness?
The required level of oil cleanliness of the final product determines the process’s requirements and the components’ cleanliness level. The final product can achieve the required level of cleanliness by using suitable cleanliness equipment, accurate testing methods, and required cleanliness processes to obtain the determined level. Defining the correct oil cleanliness levels in the whole process requires various components and systems to overcome the challenges.
Excessively high cleanliness requirements for hydraulic oils are never adverse to the system’s operation. Still, they don’t necessarily create an advantage and may cause unnecessary costs and slow down production due to oversized cleaning processes.
The Top 10 golden rules for hydraulic cleanliness
- Select a suitable high-quality hydraulic oil for the purpose.
- The hydraulic system needs thorough flushing before bringing it into use.
- Always pre-filter new oil before adding it to the hydraulic system.
- Never mix new oil with old one in the system.
- Avoid contamination with dust, water, air, or any other type of contamination.
- Perform regular tests in the laboratory or on-site.
- Use high-quality filter systems and elements.
- Avoid thermal overload of the oil.
- Avoid contamination occurring during assembly or installation.
- Monitor oil condition continuously using sensors. Install an online condition monitoring system.
> Hydroline has developed LEO, a system that can prevent your hydraulic cylinder from breaking down during work.
What the future holds for hydraulic fluid technology?
The digital revolution enhanced with AI is opening many new doors for fluid power. The transformation into high-power electromechanical solutions will be a slow process. The hydraulic industry needs to capitalize on fluid power technology’s inherent strengths and extend its reach through technology development. Fluid power technology has enormous opportunities in the area of energy efficiency. Shortly, the focus will be on developing high-efficiency hydraulic fluids, high-speed switching valves, and more efficient components such as motors and pumps.
What does the future hold for hydraulic fluid technology then? Some scientists have predicted that hydraulics could harness the superfluid one day. For example, superfluids such as liquid helium can move with zero viscosity. A superfluid can be pumped at massive volumes without any backpressure. Fluid lines could be minimal but pump at a high rate. A superfluid can even travel against gravity under its own volition – nobody said quantum physics made sense. We are certain hydraulic systems will be a large part of the machinery for the next century ahead. Even it’s difficult to predict the technologies that will surface as we advance exponentially forward.
 |  |
The hydraulic fluid cleanliness value proposition
Hydroline value proposition is a high-quality production that creates the foundation of everything we do. Our mission is to ensure first-class quality and environmental management with systems capable of meeting current and future challenges. The efficient use of materials and energy minimizes the ecological impact of our operations. We continuously improve the level of safety, quality, and environmental impact.
We are determined to manufacture first-class hydraulic systems, building sustainable operation models, providing clean production conditions, and establishing reliable deliveries, which guarantees our mission to be a market leader in the hydraulic industry.
Respect and care for the environment
Transferring and spreading an environmentally friendly mission is not only something we want to do. As industry pioneers, we pave the way for others to follow. Hydroline has engaged in following international environmental legislation. We continuously aim to protect the environment with numerous ways to reduce our emissions and prevent pollution. We take our sustainability mission seriously, and we want to address the importance of an environmentally friendly approach to everything we do. Hydroline supports its suppliers and customers that continuously look for new ways to build a more sustainable future. Sustainable materials and environmentally friendly manufacturing are essential values in Hydroline’s business operations.